
Panel Doors
Quality And Style


Standard composition
 1
2
3
1
2
3
The purpose of this specification is to define the technical characteristics of the materials used in the PANEL doors produced within the enterprise and to commit to manufacturing under these conditions.
Door components:
-
In the door construction, the solid material for the internal stile:
- Is made from needle-leaf trees specially dried to an ideal moisture level of 12%.
- After being cleared of knots, it is joined using the finger-joint system, preventing the material from warping and enhancing its strength.
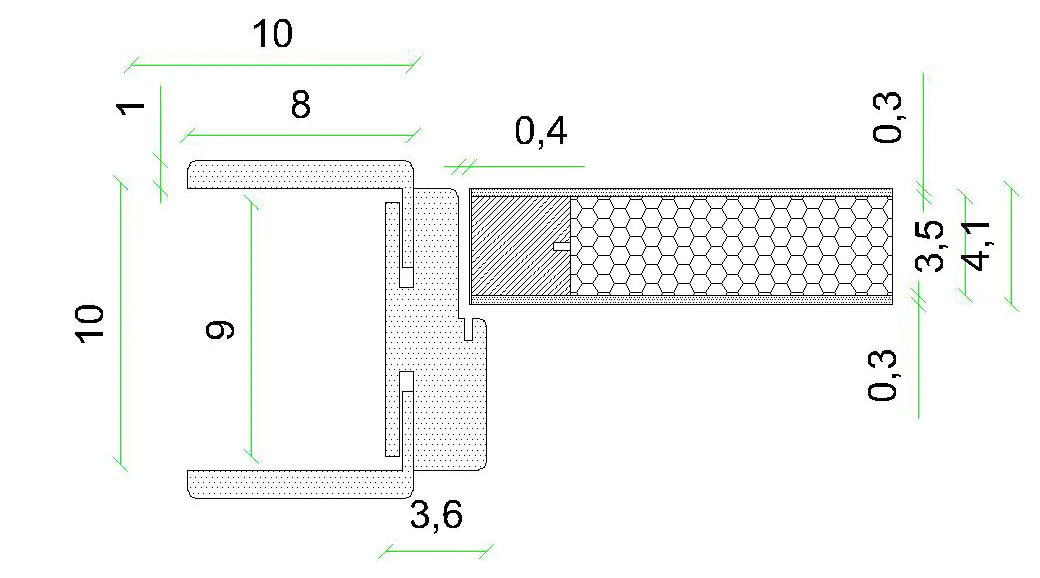
- The stile section is 30x42 mm.
- Air circulation channels measuring 6x3 mm are opened inside the stiles to allow airflow.
- At the places where the lock slot will be opened, a double-sided lock reinforcement stile will be placed.
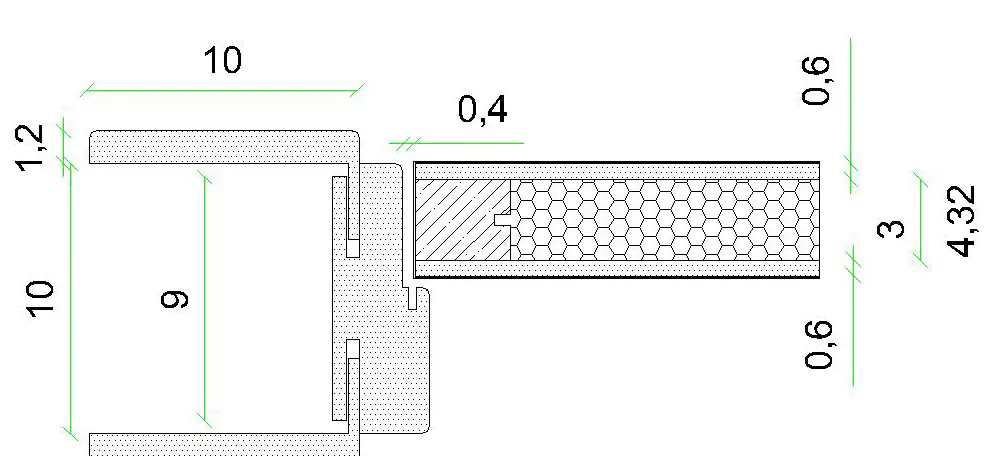
- Kraft paper (honeycomb filling) with a resin base, certified by TSEK, with a strength of 1.1 kg/cm² is used inside the internal frame material.
- Both sides of the door leaf are pressed with a 3.2 mm thick HDF surface. In these processes, glue compliant with E1 norms (harmless to human health) is used. (Surface applications in different thicknesses can be applied upon request.)
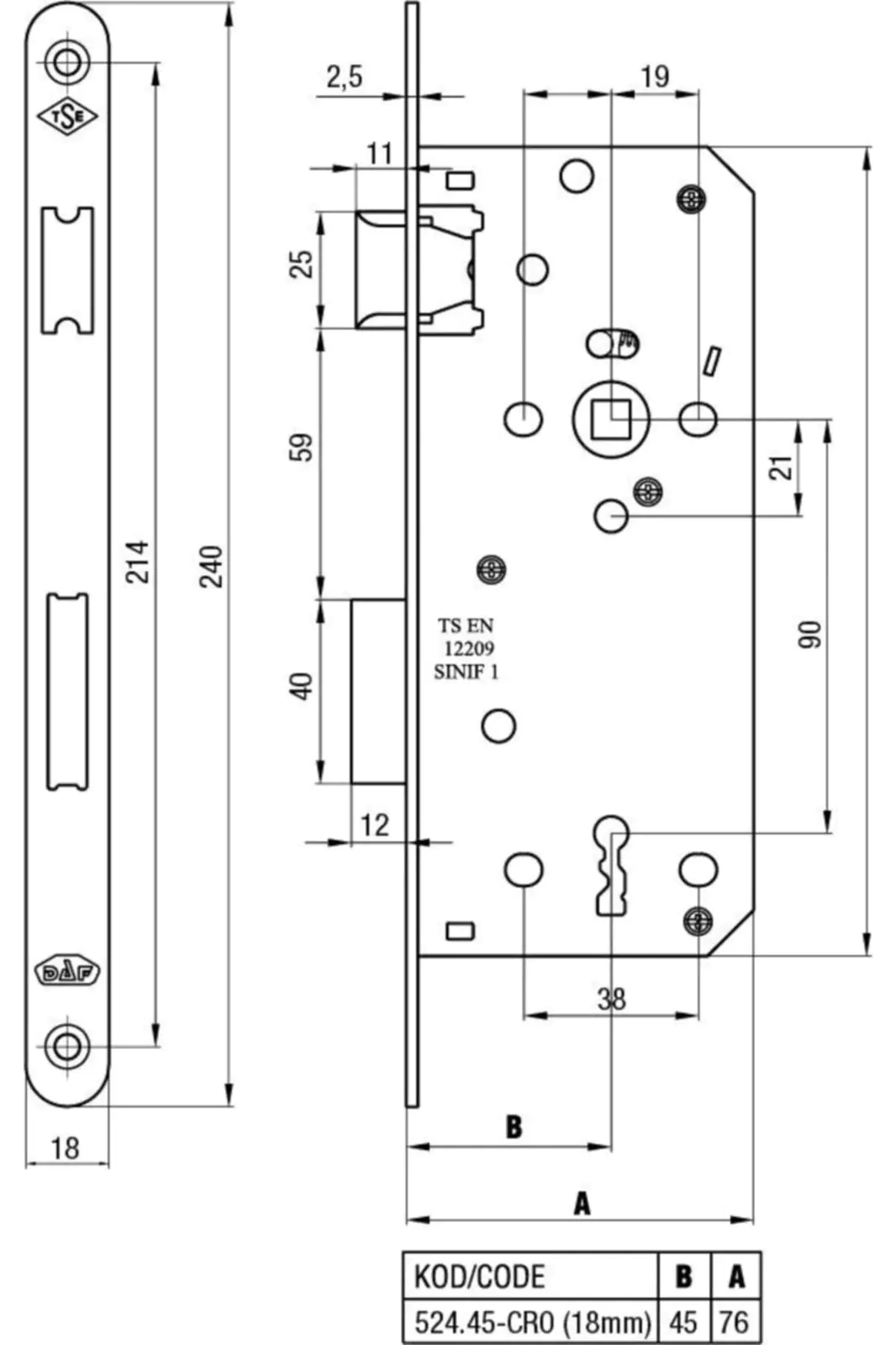
- The lock slot is opened for a 45 mm oval lock. Hinge slots and lock strike plate positions are opened upon special request.
- In glazed door wings, a solid stile is placed in the areas where the glass openings will be, during the frame formation stage.
- A 1 mm thick PVC edge band is used on the edges of the door leaves.
- The door leaf is produced in a pommel (without rabbet) detail.
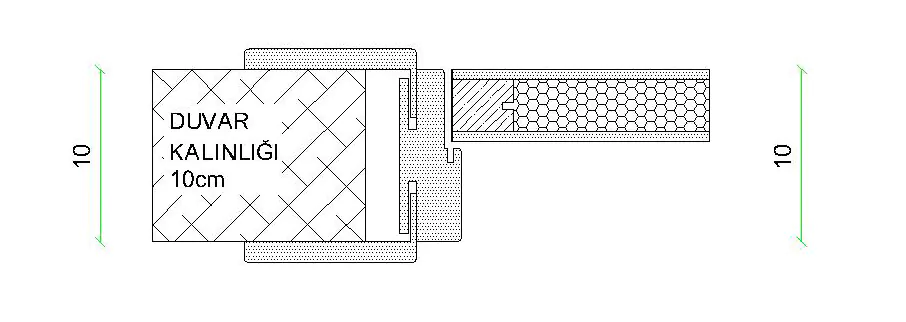
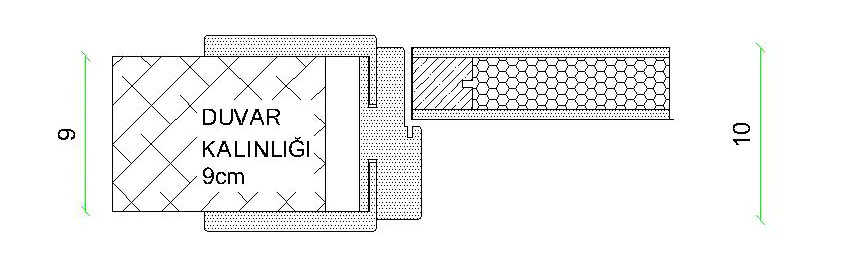
- The frame thickness will be a construction frame, consisting of two 18 mm MDF layers, for a total thickness of 36 mm.
- The frames will be produced with molding assembly channels, seal channels, and rabbet slots suitable for adjustable molding use.
- The surfaces of the frames will be wrapped with Polypropylene (PP) foil using polyurethane glue.
- The joints of the frame headers will be 45-degree angled. A slot will be opened for the frame assembly screws.
- A seal slot will be opened inside the frame rabbet for sound and heat insulation purposes.
- The side moldings in "L" detail will be 12 mm thick and 8 cm wide. The top moldings will be 08 mm thick and 80 mm wide.
- The surfaces of the moldings will be wrapped with Polypropylene (PP) foil using polyurethane glue.
- They will be produced to be compatible with the adjustable molding detail.



For some technical features further options are available.
The Solutions For The Project

Tubular Door Leaf

Semi Solid Wood

Honey Comp